Все больше применяют способы акустической диагностики, основанные на использовании вибрационных и шумовых характеристик диагностируемых сборочных единиц, в том числе и для определения технического состояния цилиндро поршневой группы двигателя.
Возникающие вибрации в зоне цилиндров вызваны ударами в поршневой группе, особенно мощными при прохождении поршня ВМТ и при перекладке поршня с одной стороны гильзы на другую. Величина ударного импульса зависит от зазора между гильзой, поршнем и кольцами и увеличивается с увеличением износа цилиндро поршневой группы. Возникающие шумы и вибрации позволяют определять техническое состояние цилиндро нательно использовать два метода диагностирования, причем второй является контрольным. Такой усиленный контроль особенно необходим в случае приближения технического состояния проверяемого объекта к предельно допустимому.
Кривошипно-шатунный механизм состоит Из коленчатого вала с шатунными и коренными подшипниками, шатунов, поршневых пальцев и маховика. Все эти детали работают в условиях больших знакопеременных нагрузок, при значительных колебаниях температуры (особенно в период запуска двигателя) и при большой частоте вращения коленчатого вала. При тяжелых условиях работы деталей кривошипно-шатунного механизма важнейшее значение для его работоспособности имеет поддержание стабильных условий смазки в подшипниковых узлах. В сопряжениях коленчатого вала с шатунными и коренными подшипниками поддерживаются условия жидкостного трения, которые зависят от величины радиального зазора. По мере износа подшипников и шеек коленчатого вала радиальный зазор увеличивается, что приводит к увеличению утечек масла сквозь зазор из главной магистрали, снижению давления в главной магистрали, ухудшению смазки поршневого пальца. Кроме того, при этом нарушаются условия жидкостного трения, что приводит к увеличению динамических нагрузок в подшипниковых узлах.
Давление масла
Следовательно, основным структурным параметром, характеризующим работоспособность кривошипно-шатунного механизма, является радиальный зазор подшипниковых узлов. Для оценки состояния используют диагностические параметры: давление масла в главной масляной магистрали; расход масла в единицу времени; шум и стук, возникающие в сопряжениях.
Давление масла в главной магистрали определяют приспособлением КИ-4940 или устройством КИ-5472. И то. и другое оборудование состоит из манометра, соединительного гибкого рукава, сменных штуцеров (переходников). В комплект КИ-4940 включен штуцер-тройник, позволяющий включать приспособление параллельно рабочему манометру двигателя.
При измерении давления в главной магистрали двигателя устройство подключают к корпусу фильтра па
При определении технического состояния цилиндро поршневой группы двигателя, работающей в наиболее тяжелых условиях, использование одного какого-либо метода диагностирования не всегда дает удовлетворительные результаты, а иногда приводит к совершенно неправильному диагнозу. Это объясняется влиянием на диагностические сигналы технического состояния других систем и сопряжений двигателя, оказывающих взаимное влияние на проверяемое сопряжение, поэтому при диагностировании цилиндро поршневой группы для постановки достаточно точного и обоснованного диагноза же параллельно с подключением рабочего манометра. При нормальном тепловом состоянии двигателя во время его работы определяют давление масла сначала при номинальной частоте вращения коленчатого вала, а затем при минимально устойчивой частоте. При номинальной частоте вращения номинальное давление масла для разных двигателей колеблется в пределах 0,2 ... 0,7 МПа, а предельные значения давления масла составляют 0,12...0,2 МПа. При минимальной частоте вращения коленчатого вала предельное значение давления масла составляет 0,08 ... О,11 МПа.
Давление в ресивере
Для уточнения диагноза двигатель прослушивают, выявляя стуки в различных сопряжениях, для чего используют стетоскопы. Наиболее характерные зоны прослушивания двигателя, в том числе зоны подшипников коленчатого вала, даны. Хорошо прослушиваются стуки в подшипниках при резком изменении частоты вращения коленчатого вала двигателя.
Для определения расхода масла через зазоры в подшипниках коленчатого вала используют масляные калибраторы. Измерения, производят на неработающем двигателе. Прибор подключают к главной масляной магистрали двигателя и при постоянном давлении нагнетают в магистраль масло, фиксируя количество масла, поступающего в магистраль для поддержания давления.
Одним из наиболее эффективных способов определения технического состояния кривошипно-шатунного механизма является прослушивание неработающего двигателя, камеры сгорания которого подключены к компрессорно-вакуумной установке. Компрессорно-вакуумная установка переменно создает в над поршневом пространстве разряжение и повышенное давление.
Для этих целей применяют установку КИ-4942 или КИ-13907. Установка КИ-4942 состоит из одноступенчатого поршневого компрессора, двух ресиверов (сжатого и разреженного воздуха), аппаратуры очистки и управления воздушным потоком, соединительных трубопроводов, электродвигателя привода компрессора и аппаратуры управления электродвигателем.
Давление в ресивере сжатого воздуха контролируют манометром, а в ресивере разреженного воздуха - вакуумметром. Ресиверы снабжены соответственно предохранительным клапаном и регулятором вакуума. Для создания разрежения в одном ресивере краном соединяют этот ресивер с компрессором и отключают от компрессора другой ресивер (сжатого воздуха).
В ресивере
При этом во время работы компрессора воздух выкачивается из ресивера разреженного воздуха и из компрессора выходит в атмосферу. Для создания давления в ресивере сжатого воздуха с ним соединяют нагнетательную полость компрессора, а всасывающую полость отключают от ресивера разреженного воздуха и соединяют с атмосферой. В этом случае воздух из атмосферы через компрессор нагнетается в ресивер сжатого воздуха.
В ресивере разреженного воздуха создается разрежение 0,06 ... 0,07 МПа, в ресивере сжатого воздуха создается давление 0,2 ... 0,25 МПа.
Для подключения установки снимают с проверяемого цилиндра двигателя форсунку, устанавливают поршень в ВМТ и включением передачи фиксируют положение поршня. После этого наконечник компрессорно-вакуумной установки вставляют в отверстие для форсунки и закрепляют его на двигателе. Во время установки наконечника к нему перекрыт доступ воздуха -из ресиверов. Стетоскоп устанавливают в зону наилучшего прослушивания стуков в сопряжении поршень поршневой палец - верхняя головка шатуна и затем при помощи воздухораспределителя попеременно соединяют над поршневую полость то с ресивером разреженного воздуха, то с ресивером сжатого воздуха. Возникающее в камере сгорания разрежение и сжатие перемещают поршень на величину зазоров в сопряжениях, что приводит к возникновению стуков как и верхней головке шатуна, так и в шатунных подшипниках. Для обнаружения стуков и шатунных подшипниках при работе компрессорно-вакуумнои установки наконечник стетоскопа прикладывают к торцу коленчатого вала.
После проверки одного цилиндра подобным образом
Результаты диагноза в этом случае во многом зависят от опытности оператора, поэтому для принятия окончательного решения о состоянии проверяемых сопряжений измеряют суммарный зазор в верхней головке шатуна и шатунном подшипнике индикаторным устройством К ГТ -11140 или приспособлением КИ-7329.
Устройство
Устройство КИ-11140 включает в себя: корпус со сменным фланцем для установки устройства в гнездо форсунки; индикатор часового типа, ножка которого соединена со штоком, проходящим через направляющую в корпусе устройства; пневматический приемник для подсоединения наконечника компрессорно-вакуумной установки.
Чтобы измерить зазоры кривошипно-шатунной группы при положении поршня в ВМТ и застопоренном коленчатом валу, устанавливают и закрепляют устройство в форсуночном отверстии проверяемого цилиндра. Подсоединяют к устройству компрессорно-вакуумную установку и создают давление в над поршневом пространстве, вводят шток до соприкосновения с днищем поршня и устанавливают индикатор на нулевую отметку. Затем медленно создают разрежение в над поршневом пространстве и по индикатору измеряют величины зазоров при двух остановках движения поршня. Перемещение от нулевой отметки до первой остановки соответствует зазору в сопряжениях верхней головки шатуна, а перемещение от первой остановки до второй соответствует зазору в шатунных подшипниках. Общее перемещение соответствует суммарному зазору в шатунных подшипниках и в верхней головке шатуна. Допускаемая величина суммарного зазора для разных двигателей составляет 0,6...0,75 мм, предельные значения зазора для верхней головки шатуна - 0,4...0,45 мм, а для шатунных подшипников - 0,45...0,55 мм. По величине измеренных зазоров судят о состоянии каждой кривошипно-шатунной группы и всего двигателя. При превышении допустимых значений зазоров хотя бы в одном цилиндре необходим ремонт двигателя. По результатам измерений прогнозируют остаточный ресурс двигателя (прогноз ведется с учетом максимального значения измеренных зазоров).
Компрессорно-вакуумную установку используют также при диагностировании кривошипно-шатунной группы по вибро акустическим параметрам.
Определение стуков в двигателе. Наиболее простой и доступный способ диагностирования состояния кривошипно-шатунного механизма заключается в определении стуков в двигателе с помощью стетоскопа. Работы проводятся на прогретом двигателе при температуре охлаждающей жидкости 75... 80 °С. Усиление звука в стетоскопе происходит при колебании мембраны или с помощью специально встроенного транзисторного усилителя, который имеется в стетоскопе «Экранас» мод. КИ-1154.
При проверке подшипников коленчатого вала стержень стетоскопа прислоняется к боковой стенке блока цилиндров двигателя в месте расположения коренных подшипников или на уровне шатунных подшипников при положении поршня в ВМТ. Стуки прослушиваются на прогретом двигателе при резком изменении частоты вращения коленчатого вала.
Стук коренных подшипников коленчатого вала сильный, звук глухой, низкого тона, прослушивается при быстром изменении частоты вращения коленчатого вала на холостом ходу, что достигается резким увеличением или уменьшением подачи топлива, а также под нагрузкой. Стук появляется при зазоре 0,1 ...0,2 мм. При больших зазорах в подшипниках стук слышен даже при постоянной частоте вращения коленчатого вала. При отключении одной форсунки (для дизеля) или одной или двух свечей зажигания (для карбюраторных двигателей) характер стуков почти не изменяется.
Стук шатунных подшипников коленчатого вала сильный, звук более резкий, чем у коренных подшипников, прослушивается при резком изменении частоты вращения коленчатого вала или под нагрузкой. При отключенной форсунке (для дизеля) или свече зажигания (для карбюраторных двигателей) в цилиндре, в нижней головке шатуна которого имеет место повышенный зазор, стук уменьшается или вообще пропадает. Таким образом можно определить увеличенный зазор в конкретном шатунном подшипнике.
Стуки в сопряжении поршневой палец-шатун (появляются при зазоре 0,1 мм) имеют звонкие металлические звуки, которые слышны при резком изменении частоты вращения коленчатого вала. При отключении форсунки (для дизеля) или свечи зажигания (для карбюраторных двигателей) стуки в этом цилиндре исчезают.
Похожие стуки могут возникать также при малом угле опережения впрыска топлива (у дизеля) или при детонационном сгорании при раннем угле зажигания (у карбюраторных двигателей). При установке опережения впрыска топлива (у дизеля) или нормального угла опережения зажигания (у карбюраторных двигателей) эти стуки исчезают. Этого не происходит при увеличенном зазоре поршневого пальца в верхней головке шатуна или в бобышках поршня. Эти стуки также исчезают при снижении нагрузки на двигатель.
Стук поршней о цилиндр, появляющийся при зазоре 0,3... 0,4 мм, имеет глухой, щелкающий звук, который прослушивается на непрогретом двигателе при резком уменьшении частоты вращения коленчатого вала и при малой частоте вращения.
Определение стуков в механизме газораспределения. У механизма газораспределения проверяют только стуки в клапанах. Стуки в клапанах механизма газораспределения слышны при любой частоте вращения коленчатого вала (особенно при малой) под колпаком крышки головки цилиндров. Сильный стук в прогретом двигателе свидетельствует об увеличенных зазорах между стержнем клапана и коромыслом. Стук сломанной клапанной пружины слышен при любой частоте вращения коленчатого вала и не меняется по звучанию.
Шум шестерен распределительного механизма прослушивается при малой частоте вращения коленчатого вала в зоне крышки шестерен. Высокий уровень шума свидетельствует об износе шестерен.
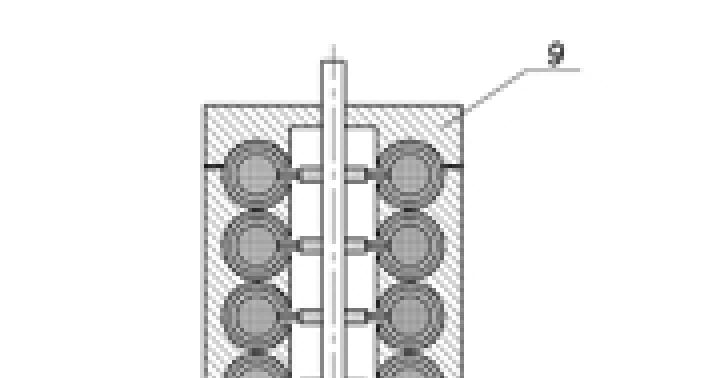
Определение суммарного зазора в кривошипно-шатунном механизме. Установка мод. КИ-13907 (рис. 7.1), созданная ГосНИТИ, используется для измерения зазоров в кривошипно-шатунном механизме приборами мод. КИ-11140 и КИ-13933М. Установка КИ-13907 с прибором КИ-11140 позволяет измерять суммарный зазор в верхней и нижней головках шатуна при неработающем двигателе без снятия поддона картера. Принцип измерения зазоров в указанных сопряжениях основан на измерении перемещения порш-
Рис. 7.1. Схема подключения компрессорно-вакуумной установки КИ-13907 к двигателю:
1 - наконечник; 2, 4 И 15 - Соответственно распределительный, нагнетательный и всасывающий трубопроводы; 3 - Распределительный кран; 5 - Вакуумметр; 6, 7 - Краны; 8 - Регулятор давления; 9 - Предохранительный клапан; 10 - Воздушный баллон под давлением; /1 - компрессор; 12 - Вакуумный регулятор; 13 - Вакуумный баллон; 14 - Вентиль; - - направление движения
Картерных газов
Ня индикаторным устройством при попеременном создании в над-поршневом пространстве давления и вакуума.
При движении поршня вверх (к ВМТ) поршневой палец прижат к нижней части верхней головки шатуна, а кривошип (шатунная шейка) - к верхней части нижней головки шатуна. При движении поршня вниз (к НМТ) места касания указанных деталей изменяются на противоположные, т. е. в обоих случаях индикатор будет измерять суммарный зазор. Перемещение поршня в цилиндре вверх происходит при вакууме в надпоршневом пространстве, а вниз - под давлением воздуха, подаваемого через отверстие форсунки от компрессорно-вакуумной установки.
Компрессорно-вакуумная установка состоит из электродвигателя и двух баллонов, в одном из которых создается вакуум, а в другом - давление. На воздушном баллоне под давлением 10 Размещен масловлагоотделитель с предохранительным клапаном 9, на вакуумном баллоне 13 - вакуумный регулятор давления 12 С манометром, кран управления с вакуумметром 5 и воздушным фильтром, редукционный клапан и электрический пускатель. На корпусе вакуумного баллона может быть вентиль 14 С штуцером для подключения прибора мод. КИ-4887-И. Баллоны соединяются
С цилиндрами проверяемого двигателя гибким шлангом через кран управления. Компрессор 11 Приводится в действие от электродвигателя и создает давление или вакуум.
Прибор КИ-11140 (рис. 7.2) имеет корпус 2 с Закрепленным на нем индикатором 1 Часового типа, пневматический приемник 39 Сменный фланец 4 Для крепления прибора к головке цилиндров вместо форсунки, уплотнение 5, направляющую 6, Шток 7, жестко соединенный с ножкой индикатора, и стопорный винт 8, Предназначенный для фиксации направляющей в пневматическом приемнике.
Для диагностирования сопряжений шатуна в двигателе с помощью установки мод. КИ-13907 и устройства мод. КИ-11140 необходимо прогреть двигатель и после его останова демонтировать все форсунки. Затем установить поршень первого цилиндра в положение ВМТ и зафиксировать его так, чтобы при поступлении сжатого воздуха в цилиндр коленчатый вал не проворачивался. Коленчатый вал можно зафиксировать включением передачи в коробке передач. Установить в отверстие форсунки устройство мод. КИ-11140 с индикатором, предварительно ослабив стопорный винт и приподняв направляющую с индикатором и штоком вверх. Затем опустить направляющую до упора штока в днище поршня (с натягом) и зафиксировать ее стопорным винтом.
Присоединить распределительный шланг компрессорно-вакуумной установки мод. КИ-13907 к штуцеру пневматического приемника. Включить компрессорно-вакуумную установку и установить давление и вакуум в ее баллонах соответственно 0,06 ...0,10 МПа и 0,06... 0,07 МПа. Соединить вакуумный баллон с над-поршневым, пространством и зафиксировать показание индикатора. Суммарный допустимый зазор головок шатунов не должен превышать 0,25... 0,30 мм. Если суммарный зазор хотя бы у одного шатуна превышает допустимое значение, необходимо выполнить ремонт двигателя.
Рис. 7.2. Прибор КИ-11140 для измерения зазоров в кривошипно-шатунном механизме
1 - индикатор; 2 - Корпус; 3 - Пневматический приемник; 4 - Сменный фланец; 5 - уплотнение; 6 - Направляющая; 7 - шток; 8 - Стопорный винт
Определение количества прорывающихся в картер газов. Манометрический газорасходомер мод. КИ-4887-И (рис. 7.3, я), присоединенный к полости картера двигателя, измеряет количество прорывающихся в картер газов при работе двигателя в нагрузочном режиме и при давлении воздуха окружающей среды в картере. Давление воздуха окружающей среды в картере создается в результате присоединения прибора к вакуумной установке или к выпускной трубе (глушителю) работающего двигателя, который диагностируется. Путем изменения проходного сечения крана выравнивателя устанавливают нужное давление и измеряют количество прорывающихся в картер двигателя газов.
Дросселирующее отверстие 72 (рис. 7.3, Б) Образовывается подвижной 77 и неподвижной 10 Втулками. Втулка 77 имеет шкалу 16 И может быть повернута относительно неподвижной втулки. Плотное соединение этих втулок обеспечивается их предварительной совместной притиркой по конусным поверхностям и постоянным прижатием друг к другу распорной пружиной 77. На половине

Рис. 7.3. Манометрический газорасходомер мод. КИ-4887-И:
А - Общий вид; Б - Схема работы; 1 - Пробка; 2 - Каналы; 3 - Корпус; 4 - Лимб дросселя; 5 и 7 - шланги соответственно выравнивания давления и отсасывающий; 6 VI 14 - Соответственно впускной и выпускной трубопроводы; 8 - Дроссель; 9 - Кронштейн; 10 И 11 - Соответственно неподвижная и подвижная втулки; 12 И 15 - Соответственно дросселирующее и калиброванное отверстия; 13 - Заслонка; 16 - Шкала подвижной втулки; 17 - Пружина; 18 - Выпускное отверстие; 19- Жидкостные манометры; - - направление передвижения газов
Окружности конусной части каждой втулки сделаны поперечные щели, позволяющие плавно изменять площадь дросселирующих отверстий при повороте подвижной втулки.
Количество газов, проходящих через прибор в минуту, определяется по шкале, которая нанесена на подвижной втулке. Цифра, определяющая количество газов, устанавливается против риски на корпусе прибора. Шкала прибора тарируется при перепаде давлений в дросселирующем отверстии, равном 150 Па. Перепад давлений 150 Па устанавливается при изменении площади дросселирующего отверстия и контролируется изменением уровня жидкости в крайнем правом и среднем каналах (в последнем уровень должен быть выше). При этом уровень жидкости в крайних каналах прибора должен быть одинаковым, что достигается поворачиванием заслонки крана выравнивателя давления.
Пределы измерения расхода газа прибором мод. КИ-4887-И при открытом дросселирующем отверстии 2... 120 л/мин с погрешностью до 3 %. Если расход газа превышает 120 л/мин, что бывает у изношенных двигателей, то дросселирующее отверстие может быть увеличено до размера, соответствующего увеличению расхода газа на 40...45 л/мин. Это достигается полным открытием отверстия 18 При повороте заслонки 13 С помощью отвертки. Действительная пропускная способность отверстия 18 Для каждого прибора указывается на наружной поверхности подвижной втулки. На концах впускного и отсасывающего шлангов имеются резиновые конусные насадки. Для диагностирования цилиндропоршневой группы прибором мод. КИ-4887-И необходимо выполнить следующее.
1. Отсоединить систему вентиляции картера двигателя и закрыть колпачками или пробками отверстия клапанной крышки и мас-ломерного щупа так, чтобы картерные газы могли выходить только через маслоналивную горловину.
2. Подсоединить отсасывающий шланг прибора мод. КИ-4887-И к вакуумному насосу установки мод. КИ-13907 или выпускному тракту двигателя.
3. Пустить двигатель, прогреть его и с помощью стенда КИ-8930 создать режим работы, соответствующий полной нагрузке.
4. Открыть полностью дросселирующее отверстие поворотом подвижной втулки и дроссель выпускного патрубка поворотом заслонки прибора мод. КИ-4887-И.
5. Определить расход картерных газов. Для этого вставить конусный наконечник впускного трубопровода прибора в отверстие маслоналивной горловины и измерить расход картерных газов с отсосом. При этом, удерживая прибор в вертикальном положении, поворотом заслонки установить одинаковый уровень жидкости в левом и правом каналах. Затем, вращая рукой подвижную втулку и наблюдая за уровнем жидкости в среднем и правом каналах, перекрыть дросселирующее отверстие до установления пере-
Пада давлений 150 Па. Возможное изменение уровней жидкости в среднем и левом каналах устраняется поворотом заслонки. По делениям, нанесенным на жидкостных столбиках прибора, строго проследить за тем, чтобы в момент измерения уровень жидкости в среднем столбике был на 15 мм выше уровня жидкости в правом столбике, а уровни жидкости в левом и правом столбиках были одинаковыми. По шкале подвижной втулки определить расход кар-терных газов. Измерения необходимо проводить 3 раза, выполняя операции 3 - 5.
6. Присоединить систему вентиляции картера двигателя.
7. Измерить количество газов, выходящих из картера, повторяя операции 4 и 5.
8. Определить количество газов, отводимых через систему вентиляции картера двигателя, по разности значений, найденных при выполнении операций 5 и 7.
9. Остановить двигатель.
10. Определить состояние цилиндропоршневой группы и системы вентиляции картера двигателя.
11. Отсоединить систему вентиляции картера двигателя и закрыть отверстие пробкой.
12. Измерить количество газов, выходящих из картера, при работе двигателя на трех цилиндрах, выполнив операции 3 - 5.
13. Остановить двигатель и присоединить систему вентиляции картера двигателя.
14. Отсоединить прибор мод. КИ-4887-И от двигателя.
15. По разности средних значений, определенных при выполнении операций 5 и 12, определить количество газов, прорывающихся в картер, для одного цилиндра.
16. Определить состояние цилиндропоршневой группы неработающего цилиндра.
Проверка компрессии в цилиндрах карбюраторного двигателя. В процессе изнашивания поршневых колец и стенок цилиндров давление сжатия в цилиндрах карбюраторного двигателя (компрессия) снижается.
Нормальная величина компрессии в цилиндрах прогретого карбюраторного двигателя должна быть не менее 0,7 МПа. Снижение компрессии в процессе эксплуатации двигателя допускается до 0,63 МПа. Разница показаний компрессометра по отдельным цилиндрам должна быть не более 0,07...0,10 МПа. Компрессия проверяется на прогретом двигателе.
Для проверки компрессии необходимо:
Очистить грязь, собравшуюся в углублении для свечей зажигания, отсоединить электрические провода от свечей и вывернуть все свечи;
Отсоединить от катушки зажигания центральный провод распределителя;
Открыть полностью воздушную и дроссельные заслонки карбюратора;
Вставить резиновый наконечник шланга компрессометра в отверстие свечи цилиндра и плотно его прижать;
Провернуть стартером коленчатый вал двигателя, сделав несколько оборотов, чтобы компрессометр зафиксировал максимальное давление в цилиндре;
Вынуть из отверстия свечи наконечник компрессометра, записать показания;
Открыть выпускной клапан компрессометра и выпустить воздух;
Повторить приведенные операции для остальных цилиндров.
При разнице давления более 0,07...0,10 МПа в цилиндр с пониженной компрессией следует залить 20...25 см3 свежего масла и повторно измерить давление. Увеличение показаний компрессометра указывает на наличие утечки воздуха через поршневые кольца. Если величина компрессии после заливки масла в цилиндр остается такой же, то это указывает на неплотное прилегание клапанов к седлам или на их прогорание.
Одним из трудоемких, но требующих определенных навыков методов диагностики двигателя является прослушивание его работы с помощью различного типа виброакустических приборов – от самых простых по конструкции стетоскопов со звукочувствительным стержнем (напоминающих медицинские фонендоскопы), до электронных стетоскопов типа «Экранас» и ультразвуковых стетоскопов с двумя наушниками модели УС-01 и т.д.
Для усиления звукового эффекта от виброударных импульсов в харак- терных точках и зонах двигателя стетоскоп «Экранас» (рис.2.9.а) снабжен- двухтранзисторным усилителем низкой частоты 4 с пьезокристаллическим датчиком и батарейным питанием 3 в. Пластмассовый корпус 3 имеет гнезда для установки стержня 5 и подключения телефона-наушника 6. У стетоскопа модели КИ-1154, на стержне 5 смонтирован усилитель 3 и слуховой наконечник 6 рупорного типа.
На рис. 2.10 представлен ультразвуковой стетоскоп модели УС-01. Наличие двух каналов (звукового и ультразвукового), специальных наушников, насадок на микрофон в виде гибких зондов, позволяющих прослушивать работу механизмов в труднодоступных местах при повышенной температуре деталей двигателя. Наличие на корпусе электронного табло, высвечивающего в цифрах силу стуков и шумов (в децибелах – дБ) – делают данную модель стетоскопа эффективным средством диагностики технического состояния КШМ и ГРМ двигателей. Источник питания прибора напряжения 12 В. Перед диагностированием двигатель следует прогреть до температуры охлаждающей жидкости

Рисунок 2.10. Ультрозвуковой стетоскоп УС-01
90 + 5 0 С. Прослушивание производят, прикасаясь острием наконечника звукочувствительного стержня в зоне сопряжения проверяемого механизма.
Работу сопряжения поршень – цилиндр прослушивают по всей высоте цилиндра по зонам 1 (рис.2.8) при малой частоте вращения коленчатого вала (КВ) с переходом на среднюю – стуки сильного глухого тона, усиливающимися с увеличением нагрузки, свидетельствуют о возможном увеличении зазора между поршнем и цилиндром, об изгибе шатуна, поршневого пальца и т.д.
Сопряжение поршневое кольцо-канавка проверяют на уровне ВМТ (зона 8) на средней частоте вращения КВ – слабый стук высокого тона свидетельствует об увеличенном зазоре между кольцами и канавками поршней, либо о чрезмерном износе или поломке колец.
Сопряжение поршневой палец – втулка верхней головки шатуна проверяют на уровне ВМТ (зона 3) при малой частоте вращения КВ с резким переходом на среднюю. Сильный стук высокого тона, похожий на частые удары молотком по наковальне, говорит о повышенном износе деталей сопряжения.
Работу сопряжения коленчатый вал – шатунный подшипник прослушивают в зонах 7 на малой и средней частотах вращения КВ. Глухой звук среднего тона сопровождает износ шатунных вкладышей. Стук коренных подшипников КВ прослушивают в этих же зонах (чуть ниже) при резком изменении частоты вращения КВ (максимальном открытием или прикрытием дроссельной заслонки): сильный глухой стук низкого тона свидетельствует об износе коренных подшипников. Стук в клапанных механизмах прослушивают в зонах 2, наличие износа распределительного вала – в зонах 5, а износы распределительных шестерен – в зоне 6.
Широко используемым методом диагностирования технического состояния КШМ и ГРМ двигателей является замер компрессии в цилиндрах двигателей в конце тактов сжатия с помощью компрессометров и компрессографов с самописцами. На рис. 2.11.а изображен компрессометр мод 179 с рукояткой пистолетного типа, манометром, наконечником для установки в
свечное отверстие, кнопкой клапана сброса давления (от предыдущего показания) и т.д.
Несколько отличается по конструкции компрессометр для дизелей (рис.2.11.б). В нижней части он снабжен жестким металлическим корпусом
с зажимной гайкой и наконечником, которые вместе с корпусом устанавливаются на место форсунок в головке блока с последующим креплением болтом и скобой форсунки.
Компрессограф КВ-1126 (рис.2.12) с самописцем и питанием от аккумуляторной батареи обеспечивает регистрацию на карточке (предварительно в гнездо прибора вставляется микрорулон специально разграфленной бумаги) давления в цилиндрах в диапазоне 0,4-1,6 МПа (4-16 кгс/см 2), цена деления карточки 0,05 МПа (0,5 кгс/см 2). Прибор снабжается различного рода переходниками и насадками.

Рисунок 2.11. Компрессометры:
а – для карбюраторных двигателей; б – для дизелей; 1 – корпус; 2 – манометр; 3 – штуцер; 5 – контргайка; 6 – трубка; 7 – резиновый наконечник; 8 – золотник; 10 – выпускной клапан; 11 – шланг; 12 – переходник; 13 – зажимная гайка; 14 – клапан; 15 – пружина клапана; 16 – седло; 17 – наконечник

Рисунок 2.12. Компрессограф с самописцем КВ – 1126 (Чехия)

Рисунок 2.13. Компрессограф К–181
Компрессограф мод. К-181 (рис.2.13) также измеряет давление в цилиндрах и фиксирует его на бумажном бланке, закрепленном во вращающемся барабане путем просечки встроенным ножом. Перед началом проверки компрессии следует прогреть двигатель, вывернуть все свечи и полностью открыть воздушную и дроссельную заслонки. Затем наконечник прибора вставляется в отверстие для свечи первого цилиндра и плотно прижимается к гнезду. Коленчатый вал проворачивается при проверке стартером (частота вращения должна быть не менее 200-250 мин -1) не менее 10-12 оборотов. После этого следует проверить по манометру (или по отрывной карточке) показания прибора и сравнить его с нормативным. Аналогично проверяют компрессию в других цилиндрах двигателя. Отклонение показаний от нормативных для данной модели двигателя. Отклонение показаний от нормативных для данной модели двигателя более чем на 25% свидетельствует о серьезной неисправности двигателя и необходимости прекращения его эксплуатации. Проверка компрессии производится при полностью закрытых клапанах проверяемого цилиндра.
При значительном снижении компрессии следует попытаться определить место негерметичности. В этих целях в свечное отверстие заливают иногда до 20 см 3 моторного масла для временного уплотнения колец. Если после этого показания прибора не увеличатся, то это свидетельствует о негерметичности клапанов. Компрессия для карбюраторных двигателей с пониженной степенью сжатия составляет обычно 0,7-0,8 МПа (7-8 кгс/см 2), для двигателей с повышенной степенью сжатия – 0,9-1,5 МПа (9-15 кгс/см 2), для дизелей различных моделей 3,5-5 МПа (35-50 кгс/см 2). Причем даже при допустимом снижении компрессии разница в показаниях для отдельных цилиндров карбюраторных двигателей не должна превышать 0,1 МПа (1 кгс/см 2), а для дизелей – 0,2 МПа (2 кгс/cм 2).
Для проверки компрессии в дизелях начат выпуск портативного, в едином жестком корпусе компрессометра мод. К-183 с барабаном бумажных талонов для фиксации показаний встроенным ножом.
Более широкими возможностями при диагностировании технического состояния КШМ и ГРМ двигателей обладает прибор мод. К-69М (рис.2.14). Он состоит из шланга, подводящего сжатый воздух из магистрали к прибору, муфты 1, входного штуцера 2, редуктора 3, соединенного через входное сопло 4 с манометром 5. Далее в основную магистраль включен регулировочный винт 7, а на выходе установлен штуцер 8 и соединительная муфта 9. Резиновый шланг для подачи сжатого воздуха в цилиндры имеет на конце специальный наконечник-штуцер 10. С помощью прибора К-69М производится

Рисунок 2.14. Прибор К–69М
замер утечек сжатого воздуха из цилиндров двигателя при полностью закрытых клапанах. Из сравнения полученных показателей с нормативными делается заключение о техническом состоянии тех или иных элементов КШМ и ГРМ. Перед началом проверки следует прогреть двигатель до температуры охлаждающей жидкости 90 + 5 о С, затем вывернуть все свечи зажигания из цилиндров, подготовить прибор к работе, отрегулировать давление подводимого к прибору воздуха до 0,3 МПа (3 кгс/см 2), а рукояткой редуктора 3 установить на нулевой отметке шкалы, т.е. измерительное устройство представляет собой как бы «манометр обратного действия»: когда на него подается постоянное давление в 0,16 МПа, стрелка стоит на нулевой отметке, а когда в ходе проверки утечек сжатого воздуха из цилиндров давление начинает снижаться, стрелка пойдет вверх, показывая на шкале процент утечки сжатого воздуха. Проверку начинают обычно с первого цилиндра, предварительно установив поршень в конце такта сжатия, при этом оба клапана цилиндра закрыты. Для определения этого положения в свечное отверстие вставляют либо специальный свисток (который перестает свистеть при установке поршня в ВМТ) либо пыж, который выбрасывается из свечного отверстия в конце такта сжатия).
Вставив штуцер в свечное отверстие первого цилиндра, снимают показания прибора по шкале, соответствующее утечке воздуха (У2). Утечке воздуха при положении поршней в начале такта сжатия в НМТ обозначается как У1. Проверку цилиндров ведут по порядку работы их на двигателе. Состояние поршневых колец и герметичности клапанов оценивают по утечке У1, а состояние цилиндров по утечке У2 или по их разнице (У2-У1). Если эта утечка превышает установленную норму, это свидетельствует об износе цилиндров «на конус». Кроме того, конкретные места утечек можно проверить, подсоединив напрямую шланг от магистрали с помощью быстросъемной муфты 11 к штуцеру 10 – в местах будет слышное шипение прорывающегося воздуха, которое удобно прослушивать с помощью стетоскопа. Если, например, сжатый воздух подан при проверке в третий цилиндр, для которого обнаружен большой процент утечек У2 и У1, а разница утечек (У2-У1) невелика и не превышает норму, и при этом слышно шипение во впускном коллекторе, вывод однозначен: негерметичен впускной клапан третьего цилиндра, состояние всех остальных элементов в норме.
Пневмотестер К-272 (рис.2.15) имеет аналогичное назначение, что и прибор К-69М, но, кроме того, обладает целым рядом преимуществ – диагностирование герметичностью надпоршневого пространства двигателей выполняет с большей точностью при меньших трудозатратах, масса его и габаритные размеры в шесть раз меньше, он пригоден для диагностирования дизелей КамАЗ, ЗИЛ-4331 и т.д. Пневмотестер К-272 состоит из блока питания 1, содержащего редуктор и фильтр тонкой очистки, указателя 2, объединяющего в себе дроссель, манометр и быстросъемные муфты 3 и 5, соединенные между собой гибкими воздухопроводами и поливинилхлорид ной трубки с внутренним диаметром 8 мм. К прибору прилагается штуцер для подсоединения через свечное отверстие к цилиндру, сигнализатор контроля начала сжатия и контрольный дроссель. Редуктор РДФ-3-2 позволяет расширить пределы давления воздуха от 0,25 до 0,8 МПа (8 кгс/см 2). Для повышения точности показаний указатель прибора состоит из дросселя (корундовой втулки с диаметром внутреннего отверстия 1,2 мм). Рабочее давление сжатого воздуха регулируют вентилем редуктора на 0,16 МПа (1,6 кгс/см 2). Оценка герметичности цилиндра определяется по падению давления на дросселе указателя 2, пропорциональное расходу воздуха через диагностируемый цилиндр, как и при проверке прибором К-69М. Конкретные места утечек можно определить по шипению прорывающегося воздуха с помощью стетоскопа (при этом давление сжатого воздуха, подаваемого в цилиндры, следует увеличить до 0,3-0,4 МПа).

Рисунок 2.15. Прибор К–272: а) основные узлы и детали
Пневмотестора; б) пневмотестер в сборе
Еще одним из методов диагностики цилиндропоршневой группы двигателей является замер количества газов, прорывающихся в поддон картера на различных режимах работы двигателя (в основном на максимальной частоте, под нагрузкой, для чего ведущие колеса устанавливают на беговые барабаны стенда для проверки показателей автомобиля и имитируют соответствующие условия работы). Этот метод не нашел широкого применения на производстве и используется в основном в лабораторных условиях, при испытаниях двигателей.
Для замера количества газов, прорывающихся в поддон картера, используют индикатор мод. КИ–13671–ГОСНИТИ (рис.2.16). Он состоит из корпуса 1, выполненного в виде Г–образной трубки с резьбовыми отверстиями сверху для подсоединения сигнализатора 3 и патрубков 2. Снизу с помощью комплекта патрубков индикатор подсоединяется к горловинам вентиляции картеров. В боковой крышке 11 со шкалой для определения расхода имеется ступица 8 с проходным сечением 9.
Одним из методов поэлементной диагностики является измерение зазоров в кривошипно-шатунном механизме с помощью прибора мод. КИ-1140- ГОСНИТИ (рис.2.17а). Он состоит из корпуса 2 с закрепленным на нем индикатором 1 часового типа (с ценой деления 1 мк), пневматического приемника 3, фланца 4 для крепления устройства в головке цилиндров вместо форсунки или свечи зажигания, уплотнителя 5, направляющей 6 и штока 7, жестко соединенного с ножкой индикатора. На рис. 2.17б показана установка прибора на

Рисунок 2.16. Индикатор расхода газов КИ–13671– ГОСНИТИ:
А – внешний вид; б – установка индикатора
на двигателе с подсоединенным шлангом от компрессорно-вакуумной установки мод. КИ-13907. Величины зазоров в верхней головке шатуна и шатунном подшипнике определяют при неработающем двигателе, предварительно сняв с него свечу зажигания или форсунку, и на их место устанавливают уплотнитель 5 с прибором. К боковой трубке с помощью быстросъемной муфты 9 подсоединяют шланг компрессорно-вакуумной установки. Затем устанавливают поршень на 0,5-1,0 мм ниже ВМТ на такте сжатия, спорят коленчатый вал двигателя от проворачивания и попеременно создают в цилиндре через трубку 6 давление в 200 кПа и разрежение 60 кПа, отчего поршень поднимается или опускается, устраняя зазоры в вышеперечисленных сопряжениях. Суммарный зазор при этом фиксируется индикатором. Например, суммарный зазор для двигателя ЗИЛ-130 не должен превышать 0,25-0,3 мм. Этот метод используется в основном в лабораториях при испытаниях двигателей на долговечность.
2.3. Обкатка и испытание двигателей после ремонта
Стенд обкаточно-тормозной предназначен для послеремонтной обкатки двигателей и снятия характеристик. Стенд позволяет обкатывать двигатели различных моделей в широком диапазоне мощностей. Большим достоинством предлагаемого стенда является возможность проведения как холодной, так горячей обкатки двигателей, причем при горячей обкатке электродвигатель стенда работает в режиме генератора и отдает электроэнергию в сеть.

Рисунок 2.17. Устройство КИ–11140–ГОСНИТИ для измерения зазоров в кривошипно-шатунном механизме:
а – общий вид прибора; б – установка прибора на двигатель
Совершенство конструкции стенда и наличие соответствующих приборов позволяет получать достаточно точные результаты испытаний. Стенд состоит из следующих основных узлов: двигателя-тормоза 3 (рис. 2.18) в сборе с весовым механизмом и пультом контрольных приборов2, регулировочного реостата 5, электрошкафа 1, приспособления для установки двигателей, бачка для топлива, устройства для замера расхода топлива. В состав двигателя-тормоза входят балансировочная электромашина, весовой механизм и пульт контрольных приборов, смонтированные на общей плите, и карданный вал для присоединения испытываемого двигателя.
Балансировочная электромашина служит приводом при холодной обкатке двигателей и тормозом при обкатке работающих двигателей и при испытании на мощность. Электромашина представляет собой асинхронный двигатель с фазовым ротором и работает в двух режимах – двигательном и генераторном. В генераторном режиме балансировочная электромашина начинает работать автоматически, как только двигатель сообщает ее ротору скорость вращения выше синхронной (свыше 1500 мин -1), при этом вырабатываемая электроэнергия поступает в сеть с коэффициентом рекуперации от 0,5 до 0,85.
Весовой механизм представляет собой маятниковый силоизмеритель, служащий для замера тормозного момента при обкатке двигателей под нагрузкой или крутящего момента при холодной обкатке. Тормозной или крутящий момент определяется по шкале циферблата. В состав весового механизма предусмотрен гидравлический демпфер для гашения колебаний маятника.
На пульте размещаются приборы, необходимые для контроля работы двигателя: циферблат весового механизма, электрический дистанционный тахометр, манометры, термометры.

Рисунок 2.18. Стенд обкаточно-тормозной мод. КИ-5540:
1 – электрошкаф; 2 – пульт контрольно-измерительных
Приборов; 3 – двигатель-тормоз с весовым механизмом;
4 – испытываемый двигатель; 5 – регулировочный
Реостат.
Контрольные вопросы:
1. Какие неисправности кривошипно-шатунного и газораспределительного механизмов вызывают снижение мощности двигателя?
2. Какие причины могут вызывать повышенный шум при работе двигателя?
3. Какие неисправности кривошипно-шатунного и газораспределительного механизмов могут вызывать затрудненный пуск двигателя?
4. Какие причины могут вызывать механические повреждения и поломки двигателя?
5. Какие неисправности кривошипно-шатунного и газораспределительного механизмов вызывают перебои в работе двигателя?
6. С помощью каких приборов прослушивают двигатель при его работе?
7. При каких частотах вращения двигателя прослушивают работу сопряжения поршень – цилиндр?
8. При каких частотах вращения двигателя прослушивают работу сопряжения поршневое кольцо – канавка?
9. При каких частотах вращения двигателя прослушивают работу сопряжения поршневой палец – втулка верхней головки шатуна?
10. При каких частотах вращения двигателя прослушивают работу сопряжения коленчатый вал – шатунный подшипник?
11. При каких частотах вращения двигателя прослушивают работу сопряжения коленчатый вал – коренной подшипник?
12. С помощью какого прибора измеряют компрессию в цилиндрах двигателя?
3. Диагностика системы смазки
3.1. Основные неисправности системы смазки
3.1.1. Резкое падение давления масла в системе – до нулевой отметки манометра на щитке приборов или загорания аварийного красного сигнала.
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
моторный инструмент технологический
Введение
1. Технологический раздел
1.5 Инструменты и приспособления
1.7 Диагностирование неисправностей кривошипно-шатунного механизма
2. Правила безопасности при диагностировании, техническом обслуживании и ремонте автомобилей.
2.1 Виды инструктажа по технике безопасности
Заключение
Приложения
Список литературы
Введение
Планово-предупредительная система обслуживания и ремонта заключается в комплексе обязательных, планомерно проводимых технических мероприятий, обеспечивающих исправное техническое состояние автомобилей и постоянную их готовность к работе. Технически исправное состояние подвижного состава достигается путем технического обслуживания и ремонта
Техническое обслуживание проводится принудительно и в плановом порядке через определенные пробеги или время простоя подвижного состава.
Техническое обслуживание подвижного состава по периодичности и трудоемкости выполняемых работ подразделяется на:
Ежедневное техническое обслуживание (ЕО);
Первое техническое обслуживание (ТО-1);
Второе техническое обслуживание (ТО-2);
Сезонное техническое обслуживание (СО).
Техническое обслуживание и ремонт производят с предварительным контролем или без него. Основным методом проведения контрольных работ является диагностика, которая служит для определения технического состояния автомобиля и агрегатов без разборки.
Цель диагностики при техническом обслуживании заключается в определении действительной потребности в производстве работ, выполняемых при каждом обслуживании, и прогнозировании момента возникновения отказа или неисправности.
Цель диагностики при ремонте заключается в выявлении причин отказа или неисправности и установлении наиболее эффективного способа их устранения.
При ЕО двигатель очищают от грязи, проверяют его состояние визуально и прослушивают работу в разных режимах. При ТО-1 проверяют крепление опор двигателя к раме автомобиля, в случае необходимости расшплинтовывают гайки, подтягивают их до отказа и вновь зашплинтовывают. Если имеются отслоения и разрушения резиновых элементов, последние заменяют. У автомобилей КамАЗ по мере усадки резиновых амортизаторов задних опор двигателя положение поддерживающей опоры силового агрегата регулируют с помощью регулировочных накладок, устанавливаемых между поперечиной и кронштейнами на лонжеронах рамы. Проверяют герметичность соединения головки цилиндров (отсутствие потеков на стенках блока цилиндров), поддона картера и сальника коленчатого вала (отсутствие потеков масла).
Первое техническое обслуживание (ТО-1) включает контрольные и крепежные операции, выполняемые без снятия с подвижного состава или частичной разборки обслуживаемых узлов и механизмов.
Второе техническое обслуживание (ТО-2) включает в себя все операции
ТО-1, производящиеся в расширенном объеме, причем в случае необходимости обслуживаемые узлы и механизмы вскрывают или снимают с подвижного состава. Техническое обслуживание ТО-1 и ТО-2 выполняется через определенный пробег, устанавливаемый в зависимости от условий эксплуатации подвижного состава.
Сезонное техническое обслуживание (СО) проводится 2 раза в год. Оно является подготовкой подвижного состава к эксплуатации в холодное и теплое время года, преимущественно совмещается с ТО-2 с соответствующим увеличением трудоемкости работ.
Ремонт предназначен для восстановления и поддержания работоспособности подвижного состава, устранения отказов и неисправностей, возникших при работе или выявленных в процессе технического обслуживания. Ремонтные работы выполняются как по потребности, так и по плану через определенный пробег или время работы подвижного состава - предупредительный ремонт.
Текущий ремонт предназначен для устранения возникших отказов и неисправностей автомобиля и агрегатов (прицепов и полуприцепов) и должен способствовать выполнению установленных норм пробега до капитального ремонта при минимальных простоях.
При текущем ремонте с помощью средств диагностики выявляют и уточняют причины отказов, устраняют неисправности, заменяют или восстанавливают работоспособность отдельных деталей или целых агрегатов. Текущий ремонт выполняют по потребности. Наиболее прогрессивным способом TP является агрегатный метод. При этом методе агрегат или детали, вышедшие из строя, снимают с машины и направляют в ремонтные мастерские или на ремонтный завод, а взамен устанавливаются новые или отремонтированные из оборотного фонда. Агрегатный метод ремонта исключает проведение капитального ремонта всей машины, сокращает простои и повышает эффективность использования машин.
Капитальный ремонт предназначен для восстановления работоспособности агрегатов и обеспечения пробега до последующего капитального ремонта или списания не менее 80% от нормы для новых автомобилей или агрегатов.
Капитальному ремонту подвергают полнокомплектные машины или отдельные узлы и агрегаты. Машины, непригодные к дальнейшей эксплуатации и к капитальному ремонту, проработавшие установленный амортизационный срок, подлежат списанию в установленном порядке. Агрегаты и детали, годные или требующие капитального ремонта, оприходуют для пополнения оборотного фонда предприятия.
1. Технологический раздел
1.1 Назначение моторного участка
Моторный участок предназначен для притирки и шлифовки клапанов, замены поршневых пальцев, поршней, поршневых колец, замены вкладышей шатунных и коренных подшипников на вкладыши эксплуатационных размеров, замены прокладки головки блока, устранение трещин и пробоев (в сварочном или агрегатном отделении) моторного участка.
1.2 Контрольно-измерительный инструмент
|
Контрольно- измерительный инструмент |
Назначение контрольно-измерительного инструмента |
|
|
Микрометр - прибор для измерения контактным способом линейных размеров мелких деталей с помощью механизма -микропара, (гайка-винт). Полные обороты отсчитывают по шкале, нанесённой на стебле микрометра, а доли оборота по круговой шкале, нанесённой на барабане. |
||
|
Штангенциркуль предназначен для контроля наружных и внутренних поверхностей, измерения глубины отверстия. Для получения размера устанавливают, на каком месте шкалы штанги находится нулевой штрих нониуса, по шкале штанги определяют, сколько целых миллиметров содержится в определенном размере. По шкале нониуса определяют десятые и сотые доли миллиметра. |
||
|
Нутромер - измерительный инструмент для определения размеров отверстий, пазов и других внутренних поверхностей. При измерении отверстий движок 4 со спиральной пружиной 11 давит на рычажок 9 и через стержень 10 передает движение на длинный стержень к индикатору. По перемещению стрелки индикатора определяют отклонение размера. Перед измерением нутромер устанавливают на номинальный размер по кольцу или блоку плиток. |
||
|
Динамометрический ключ - это прецизионный инструмент для затяжки резьбовых соединений с точно заданным моментом. |
||
|
Лекальная поверочная линейка служит для определения не прямолинейности поверхности на просвет приложением ребра линейки к контролируемой поверхности. |
||
|
Набор щупов - измерительные калибры, применяемые для контроля зазора между плоскостями. |
1.3 Диагностическое оборудование
|
Диагностическое оборудование |
Назначение диагностического оборудования |
|
|
Компрессометр - для проверки компрессии в цилиндрах двигателей внутреннего сгорания. Состоит из гибкого термостойкого рукава высокого давления длиной до 300 мм или металлического переходника, штуцера и манометра. В переходнике вмонтирован впускной клапан, а в штуцере манометра - клапан стравливания давления после измерения. |
||
|
Компрессограф служит так же для замера компрессии в цилиндропоршневой группе. Фиксирование полученных величин в виде графиков на специальной карточке при помощи встроенного самописца. Диапазон измерения давления 4-17 бар. |
||
|
Профилометр - для контроля шероховатости на плоских поверхностях, наклонных поверхностях и наружных поверхностях поршней. |
||
|
Стетоскоп автомобильный - предназначен для определения неисправностей слуховым методом. Позволяет определить неисправности такие как: износ подшипников, втулок, стук клапанов, стуки кривошипно-шатунного механизма и др. |
||
|
Магнитный дефектоскоп предназначен для нахождения трещин и повреждений в коленчатых валах и корпусных деталях двигателя изготовленных из чугуна (ферромагнетиков). Эффективность определяется мощным электромагнитным полем, позволяющим легко и быстро выявлять мелкие трещины деталей двигателя и коленчатого вала. |
1.4 Технологическое оборудование и организационная оснастка
|
Технологическое оборудование |
Назначение технологического оборудования |
|
|
Стенд для разборки - сборки двигателя. Служит для работы с двигателем на различных уровнях. Имеет поворотный механизм, с помощью которого блок двигателя можно поворачивать под разными углами. |
||
|
Вертикально-расточной станок для расточки и хонингования цилиндров блока двигателя. |
||
|
Вертикально-фрезерный станок для фрезерования привалочных плоскостей блока и головки двигателя. |
||
|
Горизонтально-расточной станок предназначен для расточки гнезд коренных подшипников и шлифовки шеек коленчатых валов. |
||
|
Моечная установка - установка для мойки крупногабаритных деталей массой до 500 кг в водных растворах синтетических моющих средств при температуре до 80 градусов. |
||
|
Установка для слива и откачки масла. Представляет собой герметичную емкость на колесах с насосом, создающим вакуум внутри установки, и набором специальных щупов-зондов, через которые масло по шлангу поступает внутрь бочки. |
||
|
Опорная однополосная кран-балка. Это специальное оборудование, использующееся на производстве и в цехах для погрузки и разгрузки грузов, а так же для их транспортировки. |
||
|
Подкатной гидравлический подъемник - устройство для поднятия автомобиля на необходимую высоту при технологических воздействиях на него. |
||
|
Компрессор поршневой - устройство промышленного применения для сжатия и подачи воздуха и других газов под давлением. |
||
|
Пресс гидравлический для правки изгиба коленчатых и распределительных валов. |
||
|
Электронагревательная установка - предназначена для проведения нагрева деталей до заданной температуры в водной среде. |
||
|
Печь муфельная предназначена для нагрева деталей при их ремонте. |
||
|
В слесарный верстак представляет собой специальный стол, на котором выполняются слесарные работы. |
||
|
Стеллаж предназначен для укладки на него готовых узлов или требующих ремонта. |
||
|
Тележка инструментальная служит для размещения в ее отделениях различного вида инструментов и приспособлений. |
||
|
Ларь для обтирочных материалов. |
||
|
Ларь для отходов. |
1.5 Инструменты и приспособления.
Для выполнения разборно-сборочных работ используют комплекты слесарно-монтажных инструментов а так же съемники и приспособления.
Набор моториста состоит из 135 предметов для сервиса автомобилей:
ключи рожковые 4-11 мм; ключи комбинированные 6-34 мм; ключи накидные 6-22 мм; ключи стартерные; набор головок 3/4"; набор головок 1/2” ; набор головок 1/4” ;отвертки 13 шт.; набор щупов 0,05-1,0 мм; клещи универсальные 3-х размеров, кусачки, пассатижи, утконосы; молотки 2 шт., выколотки, керны, зубила трещотка с карданом 3/8, удлинитель 3/8, свечные ключи 20,8 и 16,0 мм.
Рис. 1. Рис.2 Рис. 3 Рис. 4
Рис.5 Рис. 6 Рис. 7
Тиски слесарные.
Тиски слесарные (рис.1) - слесарный инструмент для фиксирования детали при различных видах обработки. Тиски представляет собой пару параллельных губок, одна из которых обычно неподвижна, а вторая прижимается к детали при помощи винта.
Гайковерт пневматический.
Ручной инструмент (рис.2), реверсивный прямой предназначен для завинчивания и отвинчивания жестких резьбовых соединений.
Оправка для поршневых колец.
При сборке двигателя, когда надо установить поршни в цилиндры поршневые кольца необходимо сжать. Для этого требуется специальная оправка (рис.3). Данная оправка представляет собой стальную ленту со специальным зажимом приводимым в действие ключом.
Съемник поршневых колец.
Позволяют демонтировать поршневые кольца без опасности повредить их (рис. 4).
Съемники гильз цилиндров.
Предназначен для выпрессовки сменных гильз из блока цилиндров (рис.5).
Приспособление для проверки геометрии шатуна.
Необходимо при проверке прямолинейности шатунов двигателя (рис.6).
Приспособление для контроля гнезд коренных подшипников.
Приспособлением контролируют соосность гнезд коренных подшипников коленчатого вала двигателя (рис.7).
1.6 Техническое обслуживание кривошипно-шатунного механизма
При ЕО двигатель очищают от грязи, проверяют его состояние визуально и прослушивают работу в разных режимах.
При ТО-1 проверить крепление опор двигателя. Проверить герметичность соединения головки цилиндров, поддона картера, сальника коленчатого вала. При не плотном соединении головки с блоком, будут видны подтеки масла на стенках блока цилиндров. При неплотном соединении поддона картера и сальника коленчатого вала так же судят по подтекам масла.
При ТО-2 необходимо подтянуть гайки крепления головок цилиндров. Подтяжку головки из алюминиевого сплава производят на холодном двигателе динамометрическим ключом либо обычным без применения насадок. Усилие должно быть в пределах 7,5 - 7,8 кгс/м. Подтяжка должна производиться от центра, постепенно перемещаясь к краям и при этом должна идти крест на крест, без рывков (равномерно). Подтянуть крепление поддона картера.
СО 2 раза в год проверить состояние цилиндропоршневой группы.
1.7 Диагностирование неисправностей кривошипно - шатунного механизма
|
Неисправность |
||
|
Двигатель не пускается |
Слабая компрессия в цилиндрах ввиду износа поршневой группы |
|
|
Двигатель работает с перебоями и не развивает номинальной мощности |
Попадание в цилиндры воды из системы охлаждения |
|
|
Изношены поршневые кольца |
||
|
Засорена выпускная труба |
||
|
Дымный выпуск отработавших газов |
Закоксовывание поршневых колец |
|
|
Износ поршневой группы |
||
|
Двигатель не прогрет |
||
|
Попадание воды в цилиндры |
||
|
Стуки в двигателе |
Изношены поршневые пальцы, отверстия в бобышках поршня и верхней головки шатуна |
|
|
Изношены поршни и гильзы |
||
|
Изношены вкладыши и шейки коленчатого вала |
Состояние сопряжения поршень -- поршневые кольца -- гиль цилиндра можно оценить по количеству газов, прорывающихся картер. Этот диагностический параметр измеряют при помощи расходомера КИ-4887-1 (рис. 8), предварительно прогрев двигатель до нормального теплового режима.
Прибор имеет трубу с входных и выходным 6 дроссельными кранами. Входной патрубок 4 присоединяют к маслозаливной горловине двигателя, эжектор 7 для отсоса газов устанавливают внутри выхлопной трубы или присоединяют вакуумной установке. В результате разрежения в эжекторе картерные газы поступают в расходомер. Устанавливая при помощи кранов 5 и 6 жидкость в столбиках манометров 2 и 3 на одном уровне, добиваются, чтобы давление в полости картера было равно атмосферному. Перепад давления м/г устанавливают по манометру 1 одинаковым для всех замеров при помощи крана 5. По шкале прибора определяют количество газов, прорывающихся в картер, и сравнивают его с номинальным (л/мин):
Рис.8. Схема расходомера КИ-4887-1: 1--3 - манометры, 4 - входной патрубок, 5, 6 - краны, 7 - эжектор.
Внешние проявления неисправностей деталей цилиндропоршневой группы - (поршни, гильзы и поршневые кольца) следующие:
Увеличение расхода масла на долив;
Ухудшение пусковых качеств двигателя;
Снижение мощностных и экономических показателей;
Увеличение расхода картерных газов;
Существенное ухудшение состояния картерного масла.
Диагностирование состояния деталей ЦПГ по указанным проявлениям достаточно затруднено, т.к. на них могут влиять неисправности других узлов и систем двигателя. Например, на пусковые качества двигателя наряду с износом и дефектами деталей ЦПГ могут влиять неисправности системы электрооборудования (аккумуляторных батарей, стартера, генератора) и раз регулировки топливной аппаратуры (увеличение угла опережения впрыска топлива, уменьшение пусковой подачи, снижение производительности подкачивающего насоса и др.). Поэтому при диагностировании деталей ЦПГ необходимо убедиться в исправности других узлов и систем двигателя, оказывающих влияние на работоспособность рассматриваемых деталей. Так, в случаях повышенного расхода масла на долив (выше 1,5 %) необходимо убедиться в отсутствии течи масла из двигателя и разгерметизации впускного тракта.
Рис.9 Прибор модели К-69М для определения технического состояния цилиндропоршневой группы двигателя: 1 -- шланг от магистрали сжатого воздуха, 2, 11 -- быстросъемные муфты, 3 и 8 -- штуцера, 4 -- редуктор, 5 -- калиброванное отверстие, б -- манометр, 7 -- регулировочный винт, 9 -- накидная гайка, 10 -- шланг для присоединения прибора к двигателю, 12 -- штуцер ввертываемый в отверстие для форсунки.
Работа прибора основана на измерении утечки воздуха, подаваемого под давлением в цилиндр неработающего двигателя через отверстие для форсунки.
Прибор состоит из редуктора, манометра со шкалой, проградуированной в процентах утечки воздуха, регулировочного винта, входного и выходного штуцеров, шланга для соединения прибора с цилиндром двигателя, быстросъемных муфт для присоединения шланга магистрали сжатого воздуха к прибору и штуцеру, ввертываемому в резьбовое отверстие для форсунки. К прибору прилагаются звуковой сигнализатор для определения конца такта сжатия в цилиндре двигателя перед началом проверки. Для определения начала и конца такта сжатия в дизелях используют щуп-индикатор. Если значение утечки воздуха при положении поршня в в. м. т. больше предельного, следует проверить стетоскопом утечку воздуха через клапаны и убедиться в отсутствии утечки воздуха через прокладку головки цилиндров двигателя. Если при смачивании прокладки головки цилиндров мыльной водой на ней или в наливной горловине радиатора появляются пузырьки воздуха, это свидетельствует о слабой затяжке гаек головки цилиндров или о начале разрушения прокладки. Возможно наличие трещины в блоке цилиндров или камере сгорания.
Стуки двигателя прослушивают при помощи стетоскопа, прикасаясь концом стержня или к зонам прослушивания на двигателе.
Состояние коренных подшипников коленчатого вала определяют, прослушивая нижнюю часть блока цилиндров при резком увеличении и сбросе оборотов двигателя. Изношенные коренные подшипники издают сильный глухой стук низкого тона, усиливающийся при резком увеличении частоты вращения коленчатого вала.
Состояние шатунных подшипников коленчатого вала определяют аналогично. Изношенные шатунные подшипники издают стук среднего тона, по характеру схожий со стуком коренных подшипников, но менее сильный и более звонкий, исчезающий при выключении форсунки прослушиваемого цилиндра.
Работу сопряжения поршень -- гильза цилиндра прослушивают
по всей высоте цилиндра при малой частоте вращения коленчатого вала с переходом на среднюю. Появление звука, напоминающего
дрожащий звук колокола, усиливающегося с увеличением нагрузки на двигатель и уменьшающегося по мере прогрева двигателя,
указывает на возможное увеличение зазора между поршнем и гильзой цилиндра, изгиб шатуна, перекос оси шатунной шейки или
поршневого пальца, особенно, если у двигателя наблюдается повышенный расход топлива и масла. Скрипы и шорохи в сопряжении поршень -- гильза цилиндра свидетельствуют о начинающемся заедании в этом сопряжении, вызванном малым зазором или недостаточным смазыванием.
Состояние сопряжения поршневой палец -- втулка верхней головки шатуна проверяют, прослушивая верхнюю часть блока цилиндров при малой частоте вращения коленчатого вала с резким переходом на среднюю. Резкий металлический стук, напоминающий частые удары молотком по наковальне и пропадающий при отключении форсунок, указывает на увеличение зазора между поршневым пальцем и втулкой, недостаточное смазывание или чрезмерно большое опережение начала подачи топлива.
Сопряжение поршневое кольцо -- канавка поршня проверяют на уровне н. м. т. хода поршня при средней частоте вращения коленчатого вала. Слабый, щелкающий стук высокого тона, похожий на звук от ударов колец одно о другое, свидетельствует об увеличенном зазоре между кольцами и поршневой канавкой либо об изломе колец.
Мощность и экономичность двигателя зависят от компрессии в цилиндрах. Компрессия снижается при значительном износе или поломке деталей цилиндропоршневой группы. Компрессию оценивают по давлению в камерах сгорания двигателя при такте сжатия и замеряют компрессометром.
Для проверки компрессии в цилиндрах компрессометром прогревают двигатель до температуры охлаждающей жидкости 80-- 90 °С после чего его останавливают.
Замер компрессии дизельного двигателя проводится при отжатом вниз рычаге отсечки и обесточенном электромагнитном клапане, отвечающем за прекращение подачи топлива, который расположен на магистрали.
Компрессометр подключают к отверстию для форсунки. Вращают коленчатый вал двигателя стартером 10 -- 12 оборотов. Давление в цилиндре отсчитывают по шкале манометра. Следует помнить, что для этого используют прибор, предназначенный для замеров компрессии дизельного двигателя с пределом измерения не менее 60 атмосфер. В исправном состоянии компрессия дизельного двигателя (значение, которое получено в результате замеров) должна быть в пределах 30 кг/см2.
Рис.10 Проверка компрессии компрессометром: 1 -- головка цилиндров, 2 -- резиновый наконечник, 3 -- шланг, 4 -- манометр, 5 -- клапан выпуска воздуха, 6 -- золотник
Для определения износа гильз измерения выполняют нутромером в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5--10 мм от верхней плоскости блока, второй -- в средней части гильзы и третий -- на расстоянии 15--20 мм от нижней кромки гильзы. Измерения производят индикаторным нутромером.
Гнезда коренных подшипников проверяют поверочной скалкой на деформацию. Если скалка входит в гнезда и без больших усилий поворачивается, то деформация отсутствует, износ, а также отклонение от соосности гнезд коренных подшипников можно установить специальным приспособлением (рис.12). Принцип действия его заключается в том, что скалка 2 с помощью втулок 3 фиксируется в гнездах вкладышей коренных подшипников. На скалке располагают (последовательно при вводе в гнезда) индикаторы для контроля каждого отверстия. Рычаги 7 индикаторных устройств вводят в измеряемое отверстие. Индикаторы устанавливают на нуль и закрепляют на скалке. При вращении скалки отклонения стрелок индикаторов покажут удвоенное отклонение от соосности каждого отверстия.
Рис.12 Приспособление для контроля гнезд коренных подшипников: 1--рычаг, 2--скалка, 3--втулки.
Для правки и контроля шатунов применяют различные приспособления. На приспособлении, показанном на рис.13, одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые значения, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами. Шатун плотно устанавливают в приспособлении с помощью большой скалки 8, пропущенной через стойки 9. Малую скалку 10 вставляют в обработанное отверстие верхней головки шатуна. Вначале предварительно проверяют скрученность шатуна. Для этого шатун, установленный в горизонтальном положении, вручную поворачивают так, чтобы малая скалка 10 поочередно упиралась на сухари стоек 11. Наличие зазора указывает на наличие скручивания шатуна. Определение величины скручивания и изгиба производят при нахождении шатуна в вертикальном положении. При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов 6 и 7, которые указывают скрученность шатуна.
Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатора 6 -- непараллельность осей отверстий.
После правки и контроля, резко перемещая рукоятку 13, выбивают большую скалку 8, освобождая шатун. Перед началом работы индикаторы приспособления настраивают по эталонному шатуну.
Рис. 13 Приспособление для контроля и правки шатуна: 1, 5, 6, 7--индикаторы, 2--штифты, 3--ось коромысла, 4--коромысло. 8, 10--большая и малая скалки, 9, 11 --стойки, 12--плита, 13--рукоятка.
1.8 Ремонт кривошипно-шатунного механизма
Основными дефектами коленчатого вала являются: изгиб, износ шатунных и коренных шеек, износ отверстия под подшипник ведущего вала коробки передач и отверстий фланца нала под болты крепления маховика, Износ шпоночных пазов под шестерни и шкив. Наплавляются с последующей механической обработкой, шлифовкой шейки по диаметру и фрезерованием паза. Забои резьбы под храповик прогоняются метчиком.
Изгиб коленчатого вала двигателя проверяют на стенде, на призмах, установленных на контрольной плите или в центрах токарного станка с помощью индикатора. Изгиб (биение средней коренной шейки относительно крайних) свыше допустимого по техническим условиям устраняют правкой на прессе. Коленчатый вал устанавливают на призмы крайними коренными шейками, а штоком пресса через медную или латунную прокладку давят на среднюю шайбу со стороны, противоположной изгибу. При этом прогиб должен быть примерно в 10 раз больше устраняемого изгиба. Вал выдерживают под нагрузкой на прессе в течение 2--4 мин. После правки рекомендуется вал подвергнуть термической обработке, т. е. нагреть до 180--200°С и выдержать при этой температуре в течение 5--6 ч. Затем вал проверяют на биение. Биение средних шеек по отношению к крайним шейкам не должно превышать 0,05 мм.
Изношенные шатунные и коренные шейки коленчатого вала восстанавливают шлифованием под ремонтный размер. Устанавливают один ремонтный размер для всех шатунных шеек и один ремонтный размер для коренных шеек в зависимости от наименьшего диаметра, полученного в результате обмера и рекомендуемого техническими условиями ремонтного размера. Завершают обработку шеек вала полированием или суперфинишированием до получения требуемой шероховатости поверхности. Полирование осуществляют на полировальных станках полировочной пастой или полировальной лентой. Затем промывают масляные каналы и наружную поверхность вала керосином в специальной ванне. Когда использованы все ремонтные размеры и дальнейшее уменьшение диаметра вала недопустимо, но прочность его достаточна, шейки можно восстановить наплавкой с последующей обработкой под номинальный размер. При выявлении трещин вал выбраковывается.
Основными дефектами маховика являются: трещины плоскости прилегания ведомого диска сцепления к маховику (выбраковывается); износ плоскости прилегания в приделах допустимого на ремонт (устраняется шлифовкой, свыше допустимого - выбраковывается); износ зубчатого венца - венец перепрессовывается; изношенное отверстие во фланце вала под болты крепления маховика обрабатывают разверткой до ремонтного размера в сборе с маховиком. При сборке ставят болты крепления маховика увеличенного ремонтного размера.
Подшипники шатунных и коренных шеек коленчатого вала изготовлены в виде стальных тонкостенных вкладышей, с внутренней стороны залитых антифрикционным сплавом. Заводы выпускают вкладыши как номинального, так и ремонтного размеров. При износе их осуществляют замену вкладышей без какой-либо дополнительной подгонки. Вкладыши заменяют только парами.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром устанавливают пробоины, сколы, заметные для глаза трещины, срывы резьбы и определяют состояние зеркала цилиндров. Опрессовкой на стенде обнаруживают трещины, не выявленные при осмотре. В рубашку охлаждения блока под давлением 0,4--0,5 МПа нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или вместо нее чугунная плита с резиновой прокладкой. Поворачивая раму стенда, осматривают блок и устанавливают, нет ли течи воды. При наличии трещин, проходящих через зеркало цилиндров, клапанные гнезда и плоскость разъема, блок цилиндров бракуется. Перед заваркой трещины ее концы засверливают сверлом диаметром 5 мм и разделывают по всей длине шлифовальным кругом под углом 90° на глубину 4\5 толщины стенки. Трещину заваривают аргонодуговой сваркой, при этом шов должен быть ровным, сплошным и выступать над основным металлом не более 1,0--1,5мм. Сварочный шов зачищают заподлицо с плоскостью основного металла напильником или наждачным кругом. Затем блок цилиндров подвергают опрессовке на стенде, проверяя герметичность сварочного шва. Течь воды через шов не допускается. Трещины и пробоины блока цилиндров можно заделывать эпоксидными пастами. Поверхность блока с двух сторон трещины зачищают до блеска металлической щеткой или косточковой крошкой на установке для очистки деталей. На концах трещины просверливают отверстия сверлом диаметром 3--4 мм, нарезают в них резьбу и ввертывают заподлицо заглушки из медной или алюминиевой проволоки.
Трещину обрабатывают под углом 60--90° зубилом или абразивным кругом на глубину 3/4 толщины стенки. На поверхности блока вокруг трещины на расстоянии до 30 мм создают шероховатость насечкой зубилом или дробеструйной обработкой. Ацетоном или бензином обезжиривают подготовленную поверхность блока. Шпателем последовательно наносят слои эпоксидной пасты на подготовленную сухую поверхность. Вначале наносят слой пасты толщиной до 1 мм, резко перемещая шпатель на поверхности блока. Затем наносят второй слой пасты толщиной не менее 2 мм, тщательно втирая ее.
Общая толщина слоя пасты на всей поверхности должна составлять 3--4 мм.
После заделки трещины блок цилиндров выдерживают 25--28 ч до полного затвердевания пасты. Процесс затвердевания пасты можно ускорить подогревом муфельной печью до 100°С или выпариванием отвердителя (полиэтиленполиамина) при температуре 105--110°С с последующей выдержкой при данной температуре в течение 3 ч. Отремонтированную поверхность зачищают драчёвым напильником или абразивным кругом. Потеки пасты срубают зубилом. Наружные пробоины, поддающиеся ремонту, заделывают наложением заплат. Вначале осуществляют зачистку и обезжиривание краев и поверхности вокруг пробоин. Затем наносят пасту и накладывают заплату из стеклоткани толщиной 0,3 мм и прикатывают роликом.
Расстояние от края заплаты до края пробоины должно быть не менее 15--20 мм. После этого наносят второй слой пасты и накладывают вторую заплату так, чтобы она перекрывала первую на 10--15 мм со всех сторон. Заплату прикатывают роликом. В такой последовательности накладывают восемь слоев стеклоткани. Последний слой заплаты покрывают пастой для защиты его от повреждений. После восстановления пробоины заплатами и механической обработки нанесенного слоя пасты блок цилиндров подвергают опрессовке на стенде. Если в течение 5--6 мин просачивание воды не обнаруживается, то ремонт блока выполнен качественно. Трещины блока в рубашке охлаждения можно заделать постановкой штифтов. Вначале по концам трещины просверливают отверстия сверлом диаметром 4--5 мм. Затем этим же сверлом сверлят отверстия по всей длине трещины на расстоянии 7--8 мм одно от другого. Нарезают резьбу и ввертывают медные прутки на глубину, равную толщине стенки блока. Прутки обрезают ножовкой, оставляя концы, выступающие на 1,5--2,0 мм над поверхностью детали. Сверлят отверстия между установленными штифтами так, чтобы они перекрывали их на "/4 диаметра. Нарезают резьбу, ввертывают медные прутки и обрезают их ножовкой, оставляя соответствующие концы. Далее легкими ударами молотка концы штифтов расчеканивают, образуя, плотный шов. Если требуется, то шов выравнивают напильником. Затем блок цилиндров подвергают опрессовке.
Блок цилиндров, имеющий сколы, допустимые для ремонта, восстанавливают наплавкой или приваркой заплаты.
Растачивание является основным способом восстановления гильз. Цилиндр растачивается в размер поршня с учетом величины необходимого теплового зазора и припуска на хонингование (0,06-0,08 мм). После растачивания гильзу подвергают хонингованию. При обработке хонинговальную головку, соединенную со шпинделем станка, вводят в обрабатываемое отверстие (бруски находятся в сжатом состоянии). Вначале осуществляют предварительное, а затем окончательное хонингование. Применяют хонинговальную головку с механическим, гидравлическим или пневматическим разжимным устройством.
Пневматический привод обеспечивает постоянное давление брусков на стенки цилиндра, что повышает качество обработки и производительность процесса хонингования. При этом можно регулировать давление брусков на обрабатываемую поверхность и автоматизировать процесс разжатия брусков по мере изменения диаметра гильзы. Для получения правильной геометрической формы цилиндра в процессе хонингования необходимо установить определенную длину хода головки. Она должна быть такой, чтобы абразивные бруски выходили за торец цилиндра на расстояние, не превышающее 0,2--0,4 их длины. При большем ходе хонинговальной головки наблюдаются погрешности формы, в частности вогнутость, а при меньшем -- бочкообразность.
Рис.14 Хонинговальные головки.
Хонингование осуществляют при непрерывной и обильней подаче смазочно-охлаждающей жидкости в зону обработки. В качестве смазочно-охлаждающей жидкости применяют керосин или смесь керосина с веретенным маслом.
Хонингование проводится в три этапа: черновое хонингование, чистовое
хонингование (в обоих случаях керамическими брусками) и крацевание щетками, состоящими из нейлоновых волокон, армированных карбидами кремния. Во время хонингования обязательно проверяем размер цилиндров. Для предварительного хонингования рекомендуются бруски синтетических алмазов AlOMxSO, а для окончательного -- бруски БХ-100х11х9К38БС. Обработку ведут на режимах: окружная частота вращения головки -- 280 мин-1, а скорость возвратно-поступательного движения -- 90 двойных ходов в минуту. Припуск на предварительное хонингование устанавливают не более 0,08 мм; окончательное -- 0,04 мм. Окончательная обработка цилиндров двигателя может был осуществлена шариковыми раскатными головками, позволяющим получить поверхность требуемой точности и заданной шероховатости.
Процесс осуществляют после растачивания или одновременно за один проход обрабатывают отверстие цилиндра резцом и шариком головки.
Изношенные и деформированные гнезда коренных подшипников растачивают до номинального размера. Снятые крышки подшипников обязательно маркируют (ставят номер блока цилиндров и порядковый номер крышки). Плоскости разъема крышки фрезеруют на определенную величину (0,6--0,8 мм) и контролируют индикаторным приспособлением. Фрезеруют н внешний паз в крышке переднего, и фасонный паз в крышке заднего коренного подшипника. Обработанные и принятые ОТК крышки собирают с блоком цилиндров в соответствии с их маркировкой. Собранный блок цилиндров с крышками устанавливают и закрепляют на плите расточного станка. Отверстия коренных подшипников растачивают за один рабочий ход резцами, укрепленными на борштанге до размера, установленного чертежом или техническими условиями. После расточки проверяют размеры отверстия, шероховатость поверхности и межцентровое расстояние между отверстиями коренных подшипников и втулками распределительного вала.
Основными дефектами поршня являются нагар на днище и канавках, износ канавок под кольца, отверстий в бобышках, трещины и царапины на стенках. Для очистки канавок поршня от нагара применяют приспособление в виде стальной ленты с рукоятками, на внутренней поверхности которого закреплены резцы. Вставляя резцы в канавку, и поворачивая приспособление вокруг поршня, удаляют нагар. Поршни с изношенными канавками под поршневые кольца заменяют новыми соответствующих размеров. Изношенное отверстие в бобышках поршня восстанавливают развертыванием с последующей установкой поршневого пальца увеличенного размера. Незначительные риски или царапины на наружной поверхности поршня удаляют зачисткой наждачной шкуркой. Поршни с трещинами и глубокими царапинами заменяют новыми.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Подбор новых колец производят в соответствии с размерами поршня и цилиндра. При подборе к поршню кольца производят прокатку его по канавке, и если нет заеданий, то щупом определяют зазор. В случае заедания кольца в канавке или малого зазора кольцо шлифуют на листе мелкозернистой наждачной бумаги, положенной на поверочную плиту. Зазор по высоте канавки не должен превышать 0,052--0,082 мм для верхнего и 0,035--0,70 мм для остальных компрессионных колец. При подборе по цилиндру определяют зазор в стыке кольца, установленного в цилиндр. Кольцо можно устанавливать в калибр, внутренний диаметр которого равен диаметру цилиндра. При отсутствии или малом зазоре осуществляют подпиливание стыков колец личным напильником. При этом плоскости стыков колец должны быть параллельны. Для компрессионных колец зазор должен быть 0,3--0,5 мм, а для маслосъемных колец -- 0,15--0,45 мм. При зазоре больше нормального кольца бракуются.
Изношенные поршневые пальцы восстанавливают хромированием. Осуществляют наращивание пористого хрома, который хорошо удерживает масло. После нанесения слоя хрома пальцы шлифуют под необходимый размер.
При износе по диаметру более 0,03 мм пальцы ремонтируют или заменяют новыми. Рекомендуется при капитальном ремонте двигателя устанавливать поршневые пальцы только номинального размера. Для облегчения сборки их размеры рассортированы на ряд групп.
Основными дефектами шатуна являются изгиб и скручивание стержня, износ отверстия втулки верхней головки и отверстия под втулку, износ отверстия и торцовых поверхностей нижней головки. Изношенные втулки верхней головки шатуна заменяют новыми. Иногда отверстие втулки растачивают или развертывают под увеличенный ремонтный размер поршневого пальца. Отверстия нижней головки шатуна под вкладыш растачивают и шлифуют под номинальный размер после обработки стыковых поверхностей крышки с шатуном. Последние фрезеруют или шлифуют, используя специальные приспособления. При наличии гальванического участка целесообразно отверстие нижней головки шатуна ремонтировать осталиванием. После осталивания отверстие восстанавливают до номинального размера. Изгиб и скручивание стержня шатуна устраняют правкой.
Основными дефектами головки блока являются:
коробление рабочих плоскостей головки: в пределах допустимого, устраняется шлифовкой плоскостей, свыше допустимого - головки бракуются;
срыв резьбы и заломы болтов и шпилек (сорванная резьба восстанавливается постановкой ввёртышей); заломы болтов и шпилек выворачиваются или высверливаются, трещины в неответственных местах завариваются аргонодуговой сваркой).
2. Правила безопасности при проведении технического обслуживания, диагностирования и ремонта автомобильного транспорта
Техническое обслуживание и ремонт автомобиля необходимо выполнять в специальном помещении с применением приспособлений, устройств, оборудования, а также слесарно-монтажного инструмента, который предназначен для конкретного вида деятельности.
Автомобиль, который устанавливается на место проведения технического осмотра или ремонта, необходимо поставить на стояночный тормоз, а также надежно закрепить при помощи двух упоров, которые ставятся под колеса. При этом рычаг переключения скоростей необходимо установить в положение, которое соответствует низшей передаче. При постановке на автомобилях с карбюраторным двигателем или с газораспределительной установкой необходимо выключить зажигание, а на автомобилях с дизельным двигателем нужно перекрыть подачу топлива. Кроме этого на рулевое колесо следует повесить табличку: «Двигатель не запускать: работают люди!».
Если обслуживание автомобиля осуществляется при помощи механического подъемника, то на механизме управления следует прикрепить табличку: «Не трогать, работают люди! Упорные лапы подъемника должны быть жестко зафиксированы в рабочем положении при помощи металлического упора, который предотвращал бы самопроизвольное опускание автомобиля на подъемнике. Смотровые канавы должны содержаться в чистоте и иметь предохранительные направляющие борта - реборды. На дне и стенах смотровой канавы не должно быть сырости и следов разлитого моторного масла. При работе с высоко расположенными деталями необходимо применять металлические подпоры, которые должны быть прочными, надежными и устойчивыми. Техническое обслуживание и технический ремонт нужно осуществлять при неработающем двигателе, кроме тех случаев, когда работа двигателя необходима для осуществления технического процесса данной операции.
Запуск двигателя и трогание автомобиля с места производят с учетом обеспечения безопасности работающих вблизи автомобиля людей.
Испытание тормозной системы автомобиля необходимо производить на специальном стенде. Кроме того, такое испытание разрешается производить на специальной площадке, если ее размеры позволяют обеспечить безопасность людей и автомобиля в случае неисправности тормозной системы.
При проведении регулировочных работ при работающем двигателе помещение станции технического обслуживания должно быть оборудовано отсосом для удаления отработавших газов из помещения.
2.1 Виды инструктажа
Вводный инструктаж - проводится со всеми принимаемыми на работу не зависимо от производственного стажа и вида работ, а также со студентами и учащимися пришедшими на производство для прохождения практики. Инструктируют по данному инструктажу главные инструкторы по охране труда. Инструктаж может проводиться как с одним, так и с группой людей.
Первичный инструктаж - проводится с работником при переводе с одного вида работы на другой. Инструктируется каждый работник в отдельности.
Повторный инструктаж - проводится 1 раз в 3 месяца не зависимо от классификации, стажа и вида работ. Целью проведения является проверка, и повышение уровня знаний правил и инструкций.
Внеплановый инструктаж - проводится также как и первичный инструктаж вследствие изменения правил по охране труда, технического процесса исходного сырья, замены или нормализации оборудования, а также при нарушении работником требовании по охране труда. Проводится, как с одним, так и с группой людей одной профессии.
Текущий инструктаж - проводится непосредственно перед началом работы. Рабочие и инженерно - технические работники, занятые на работах повышенной опасности, допускается к выполнению служебных обязанностей только после прохождения курсового обучения и сдачи экзаменов, а также получение удостоверение на право работы и обслуживание данного предприятия механизмов. Обучение проводят не реже 1 раза в 2 года.
2.2 Правила безопасности при использовании инструмента и приспособлений
Слесарно-монтажные инструменты, применяемые на постах технического обслуживания и ремонта, должны быть чистыми и исправными. Необходимо, чтобы ручные инструменты (молотки, зубила и др.) не имели повреждений (выбоин, сколов) рабочих граней, заусенцев, задиров и острых ребер. Затылочная часть ударных инструментов должна быть гладкой.
Молотки и кувалды должны быть надежно насажены на деревянные ручки и расклинены заершенными металлическими клиньями. Поверхность ручек для инструментов должна быть гладкой, без заусенцев и трещин.
Не допускается использование ключей с изношенными гранями и несоответствующих размеров, применение рычагов для увеличения плеча гаечных ключей.
При осмотре автомобилей разрешается применять только переносные безопасные лампы напряжением 36 В, которые имеют предохранительные сетки. При проведении осмотра в смотровой канаве необходимо пользоваться лампами, напряжение которых не превышает 12 В. Ручные электроинструменты разрешается подключать только через розетки с заземляющим контактом. Провода электроинструментов не должны касаться пола, их необходимо подвешивать.
Техническое обслуживание автомобилей выполняют на поточных линиях или постах, оборудованных осмотровой канавой, подъемником или эстакадой.
При постановке автомобиля на пост технического обслуживания или ремонта необходимо повесить на рулевое колесо табличку с надписью: «Двигатель не пускать -- работают люди!» Если не предусмотрено принудительное перемещение с поста на пост, автомобиль должен быть заторможен стояночным тормозом и включением первой передачи в коробке передач, должно быть выключено зажигание, а под колеса положены упоры (башмаки) не менее двух.
При принудительном перемещении автомобилей с поста на пост для предупреждения работающих на поточной линии устраивают на каждом посту световую или звуковую сигнализацию. Оператор пускает конвейер только после получения на пульте управления сигналов со всех постов о выполнении рабочими установленного объема работ. При подаче сигнала о начале передвижения конвейера рабочие обязаны покинуть рабочие места, выйти из осмотровой канавы и отойти от конвейера. Для экстренной остановки конвейера на каждом посту монтируют кнопки «Стоп».
При обслуживании автомобиля, установленного на подъемнике, необходимо на механизме управления подъемником укрепить табличку с надписью «Не трогать -- под автомобилем работают».
Во избежание самопроизвольного опускания гидравлического подъемника после подъема автомобиля следует надежно зафиксировать положение плунжера упором (штангой).
При техническом обслуживании и ремонте автомобиля со снятыми колесами, вывешенного на домкратах, талях и кранах, разрешается приступать к работе только после установки автомобиля на подставки (козелки), при этом под неснятые колеса должны быть подложены упоры. Подставки должны быть металлическими, прочными и надежными.
При разборке автомобиля снимать, транспортировать и устанавливать двигатель, коробку передач, задний мост, передний мост, кузов и раму следует при помощи подъемно-транспортных механизмов, оборудованных захватами, гарантирующими полную безопасность работ. Нельзя поднимать и вывешивать автомобиль за буксирные крюки. При подъеме и транспортировании агрегатов нельзя находиться под поднятыми частями автомобиля.
Тележки для транспортирования должны иметь стойки и упоры, предохраняющие агрегаты от падения и самопроизвольного перемещения по тележке. Опорная поверхность головок домкратов должна иметь форму, исключающую соскальзывание поднимаемого груза (автомобиля, агрегата).
Стенды для демонтажно-монтажных работ при ремонте агрегатов должны соответствовать своему назначению и быть удобными. Устройства для закрепления агрегатов должны исключать возможность смещения или падения последних. Для проведения регулировочных работ при работающем двигателе в зоне технического обслуживания должен выделяться специальный пост, оборудованный местным отсосом для удаления отработавших газов.
Переносные электролампы должны иметь напряжение не выше 36 В, а в особо опасных помещениях-- 12 В. Электроинструменты работают на токе напряжением не выше 220 В. В помещениях без повышенной опасности и не выше 36 В. В помещениях повышенной опасности и вне помещений. Корпус электроинструмента (при напряжении выше 36 В) необходимо заземлять. Перед использованием электроинструментов следует убедиться в исправности заземления и изоляции проводов, надежности крепления кабеля к корпусу, отсутствии оголенных токоведущих частей. Кабели рекомендуется подвешивать, не допуская их прикосновения к влажным и масляным поверхностям. При работе с переносным электроинструментом напряжением более 127 В обязательно использовать диэлектрические перчатки, коврики, галоши, подставки. На автотранспортном предприятии должен быть выделен работник, обязанный следить за исправностью электроинструмента и переносных ламп.
При прекращении подачи тока во время работы с электроинструментом или перерывов в работе, электроинструмент должен быть отсоединен от электросети.
Лицам, пользующимся электроинструментом, запрещается:
· передавать электроинструмент хотя бы на непродолжительное время в другие цеха и не аттестованным лицам;
· разбирать электроинструмент и проводить самим какой-либо ремонт (как самого электроинструмента, так и проводов соединения и т.п.);
· держаться за провод электроинструмента или касаться вращающего, режущего инструмента;
· удалять руками стружку во время работы электроинструмента;
· работать на высоте более 2,5 метров с приставных лестниц.
При пользовании электроинструментом или переносными электролампами их провода и кабели должны быть по возможности подвешены, и не допускать непосредственное соприкосновение проводов и кабелей с металлическими, горячими и масляными поверхностями.
Заключение
В данной курсовой работе рассмотрена планово-предупредительная система ТО и ремонта подвижного состава автомобильного транспорта. Ее формы и методы диагностирования, технического обслуживания и ремонта автомобилей.
Дано описание моторного участка, подобран контрольно-измерительный инструмент, диагностическое, технологическое оборудование и организационная оснастка. Описано техническое обслуживание и способы ремонта кривошипно-шатунного механизма двигателя КамАЗ 740.
Инструментальные методы диагностирования являются наиболее объективными методами, т.к. при диагностировании применяются измерительные приборы, позволяющие количественно измерять диагностические параметры, а по их значениям оценивать техническое состояние двигателя. Так же изучены внешние проявления неисправностей деталей ЦПГ и сделан вывод, что диагностирование состояния деталей ЦПГ по указанным проявлениям достаточно затруднено, т.к. на них могут влиять неисправности других узлов и систем двигателя. Например, на пусковые качества двигателя наряду с износом и дефектами деталей ЦПГ могут влиять неисправности системы электрооборудования (аккумуляторных батарей, стартера, генератора) и раз регулировки топливной аппаратуры (увеличение угла опережения впрыска топлива, уменьшение пусковой подачи, снижение производительности подкачивающего насоса и др.). Поэтому при диагностировании деталей ЦПГ необходимо убедиться в исправности других узлов и систем двигателя, оказывающих влияние на работоспособность рассматриваемых деталей.
Во втором разделе курсовой работы описаны формы инструктажа, правила безопасности при диагностировании, техническом обслуживании и ремонте автомобилей. Следует соблюдать все требования технике безопасности при обслуживании подвижного состава автомобильного транспорта.
Список литературы
1. Беднарский В.В. Серия: "Среднее профессиональное образование"- Ростов н/Д: «Феникс», 2010.- 464 с.
2. Власов В.М., Жанказиев С.В., Круглов С.М., и др.; Техническое обслуживание и ремонт автомобилей: учебник для студ. учреждений сред. проф. образования. Под ред. В.М. Власова. - 2-е изд., стер.- М.: Издательский центр «Академия», 2010.- 480с.
...Подобные документы
Техническое обслуживание кривошипно–шатунного механизма. Возможные его неисправности и способы их устранения. Общие требования безопасности труда при техническом обслуживании и ремонте автомобилей. Проверка технического состояния деталей механизма.
курсовая работа , добавлен 15.05.2014
Назначение контрольно-измерительного инструмента, диагностического и технологического оборудования. Внешние проявления неисправностей деталей цилиндропоршневой группы. Диагностирование основных дефектов кривошипно-шатунного механизма и его ремонт.
курсовая работа , добавлен 12.09.2015
Ремонт и техническое обслуживание автомобилей. Назначение, устройство, принцип работы кривошипно-шатунного механизма; основные признаки неисправности, диагностика, способы восстановления. Назначение инструмента и приспособлений, применяемых при ремонте.
курсовая работа , добавлен 05.01.2011
Назначение, устройство и принцип действия кривошипно-шатунного механизма. Возможные неисправности и методы их диагностики, техническое обслуживание. Характер износа стенок цилиндра. Охрана труда при проведении технического обслуживания механизма.
контрольная работа , добавлен 31.01.2016
Понятие и строение кривошипно-шатунного механизма, составные части и их взаимодействие. Поршневая группа и шатун. Коленчатый вал и маховик. Техническое обслуживание и ремонт кривошипно-шатунного механизма, возможные неполадки и порядок их устранения.
реферат , добавлен 28.06.2012
Контрольно-измерительный инструмент. Диагностическое, технологическое оборудование. Диагностирование неисправностей системы смазки автомобиля ЗИЛ–4333, техническое обслуживание и ремонт. Правила безопасности при использовании инструмента, приспособлений.
курсовая работа , добавлен 30.03.2014
Характеристика конструктивного оформления, предназначения и принципа работы блока цилиндров двигателя легкового автомобиля. Ознакомление с устройством кривошипно-шатунного механизма. Рассмотрение строения коренных вкладышей и шатунных подшипников.
реферат , добавлен 27.07.2010
Техническая характеристика автомобиля ЗИЛ-130. Технологический анализ кривошипно-шатунного механизма. Увеличение срока службы гильз цилиндров. Разработка процесса сборки. Выбор технологического оборудования и оснастки. Организация рабочих мест на участке.
курсовая работа , добавлен 21.01.2015
Механизмы и системы двигателя автомобиля, техническое обслуживание. Назначение, устройство и работа кривошипно-шатунного механизма. Механизм газораспределения, его составные части. Назначение системы питания. Устройство системы смазки и охлаждения.
контрольная работа , добавлен 18.07.2010
Дефектация деталей кривошипно-шатунного механизма, измерение блока цилиндров, поршней, шатунов и оценка их состояния. Разработка карты дефектации и ремонта деталей цилиндро-поршневой группы. Изучение технологии сборки кривошипно-шатунного механизма.
Проверяют кривошипно-шатунный механизм пускового двигателя по стукам, величине суммарного зазора в элементах КШМ и величине
создаваемого разрежения.
Стуки проверяют при неработающем двигателе, для чего устанавливают поршень в в.м.т. на такте сжатия и фиксируют его в данном положении. Специальным переходником, ввертываемым в отверстие свечи или заливного краника, подключают к надпоршневому пространству наконечник компрессорно-вакуумной установки КИ-13907. При закрытом кране установки включают компрессор и создают в ресивере давление 0,2...0,25 МПа и разрежение 0,06...0,07 МПа. Регулируют давление до 0,2 МПа, прикладывают наконечник стетоскопа к блоку цилиндров в зоне поршневого пальца, открывают кран, и попеременно создавая в надпоршневом пространстве разрежение и сжатие, прослушивают стуки в верхней головке шатуна. Продолжая поддерживать в ресиверах заданное давление и разрежение, и, прикладывая наконечник стетоскопа к картеру и цилиндру, прослушивают стуки в подшипниках. Значительные стуки указывают на необходимость проверки зазоров в данных сопряжениях.
При проверке зазоров вывертывают из головки свечу. зажигания и устанавливают вместо нее приспособление КИ-11140 с индикатором часового типа (рис. 5.5.), при этом ножка индикатора должна утопать на 1,5..2 мм.
Открыв распределительный кран, создают в камере разрежение. Нулевое значение шкалы индикатора совмещают с большой стрелкой. После этого создают в камере давление. Переводят кран в нейтральную позицию и подсчитывают разницу в показаниях индикатора. Полученный результат покажет величину суммарного зазора в сопряжениях кривошитю-шатунного механизма. Если данный зазор превышает допустимое значение - 1 мм, то двигатель подлежит разборке для непосредственного измерения зазоров в каждом подшипниковом узле.
Для измерения величины разрежения отсоединяют наконечник компрессорно-вакуумной установки. Ввертывают, если был вывернут, заливной краник. В свечное отверстие вставляют вакуум-анализатор КИ-5315 (рис. 6.5.). Прокручивая коленчатый вал стартером, измеряют величину разрежения. Если оно меньше 0,03 МПа, то пусковой двигатель подлежит разборке для проведения экспертизы деталей цилиндро-поршневой группы и определения объема ремонтных работ.